Abkant büküm işlemi, metal levhaların istenen şekli alması için önemli bir işlemdir. Bu işlemde dikkate alınması gereken bazı önemli parametreler vardır.
Büküm Açısı: Büküm açısı, iş parçasının bükülme derecesini belirler. Bu parametre, abkant pres makinelerindeki CNC kontrol sistemi aracılığıyla programlanır. Büküm açısı, iş parçasının tasarımına, malzemesine ve büküm gereksinimlerine bağlı olarak belirlenir.
Büküm Yarıçapı: Büküm yarıçapı, iş parçasının büküldüğü yerdeki eğriliği belirler. Bu parametre, iş parçasının malzeme kalınlığına ve bükme açısına bağlı olarak belirlenir. Büküm yarıçapı, iş parçasının sağlamlığını ve estetiğini etkiler.
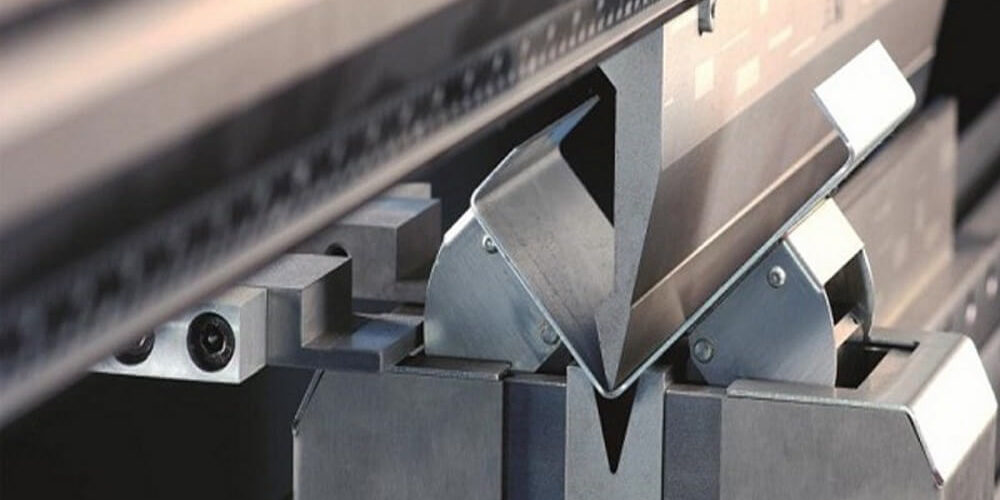
Takım Açıklığı: Takım açıklığı, iş parçasının büküldüğü yerdeki takımların arasındaki mesafedir. Bu parametre, iş parçasının kalınlığına, malzemesine ve bükme gereksinimlerine bağlı olarak belirlenir. Takım açıklığı, iş parçasının düzgün bir şekilde bükülmesini sağlar.
Takım Seçimi: Abkant büküm işlemi için uygun takım seçimi önemlidir. Takımlar, iş parçasının şekline, malzemesine ve bükme gereksinimlerine uygun olarak seçilmelidir. Farklı takım tipleri ve şekilleri, farklı bükme sonuçlarına ve iş parçası kalitesine yol açabilir.
Geri Çekme Miktarı: Geri çekme miktarı, iş parçasının büküldükten sonra takımlardan geri çekilmesi miktarını belirler. Bu miktar, iş parçasının geri çekilme sırasında şeklinin düzgün kalmasını sağlar. Geri çekme miktarı, iş parçasının kalınlığına ve büküm gereksinimlerine bağlı olarak belirlenir.
Desteğin Konumu ve Yapısı: Abkant büküm işlemi sırasında iş parçasının desteklenmesi önemlidir. Destek, iş parçasının eğilme veya sarkma yapmamasını sağlar. Destek konumu ve yapısı, iş parçasının boyutuna, şekline ve malzemesine bağlı olarak belirlenir.
Malzeme Özellikleri: Abkant büküm işlemi için kullanılan malzemenin özellikleri de önemlidir. Malzemenin elastik gerilme sınırı, esneklik modülü, sertlik ve diğer mekanik özellikleri, bükme işleminin başarıyla gerçekleştirilmesini etkiler.
Gerdirme Faktörü: Gerdirme faktörü, bükme işlemi sırasında malzemenin gerilme ve uzama miktarını belirler. Bu faktör, iş parçasının malzeme özelliklerine ve bükme açısına bağlı olarak hesaplanır. Gerdirme faktörü, malzemenin mukavemetini korurken bükme işlemini gerçekleştirmek için gereken gerilimi kontrol etmek için kullanılır.
Gerdirme Şekli: Abkant büküm işleminde, malzemenin gerdirilme şekli de önemlidir. Gerdirme, malzemenin büküldüğü yerde gerilme oluşmasını önlemek için yapılan bir işlemdir. Gerdirme şekli, iş parçasının kalınlığına, malzemesine ve bükme gereksinimlerine bağlı olarak belirlenir.
Bükme Sırası: İş parçasının birden fazla bükümü varsa, bükme sırası dikkate alınmalıdır. Bükme sırası, iş parçasının doğru bir şekilde bükülmesini ve istenen sonucun elde edilmesini sağlar. Öncelikle iç bükme veya dış bükme yapılabilir, ardından diğer bükme işlemleri gerçekleştirilebilir.
Kesme ve Ön Hazırlık: Abkant büküm işlemi öncesinde iş parçasının doğru kesilmesi ve ön hazırlığı önemlidir. Kesme işlemi, iş parçasının boyutlarını ve konturlarını belirler. Ön hazırlık, iş parçasının kenarlarının düzgün olmasını ve bükme işlemine hazır hale gelmesini sağlar.
Toleranslar: Abkant büküm işlemi sırasında toleranslar dikkate alınmalıdır. Toleranslar, iş parçasının ölçümlerinde kabul edilebilir sapmaları belirler. İş parçasının tasarımında ve bükme işleminde toleranslar göz önünde bulundurulmalı ve uygun şekilde ayarlanmalıdır.
Kalınlık ve Malzeme: İş parçasının kalınlığı ve malzemesi, abkant büküm işleminde dikkate alınması gereken önemli faktörlerdir. İş parçasının kalınlığı, takım açıklığı, büküm yarıçapı ve diğer parametrelerin belirlenmesinde etkilidir. Malzeme özellikleri ise iş parçasının bükme kabiliyetini, elastik gerilme sınırını ve diğer mekanik özellikleri belirler.
Abkant büküm işlemi için bu parametrelerin doğru bir şekilde ayarlanması, iş parçasının doğru şekilde bükülmesini ve istenen sonuçların elde edilmesini sağlar. Bu nedenle, deneyimli bir operatör veya programcı tarafından doğru parametrelerin belirlenmesi önemlidir. Ayrıca, iş parçasının tasarımı ve büküm öncesi hazırlığı da dikkate alınmalı ve doğru bir şekilde yapılmalıdır.




