Abkant Büküm Nedir?
Basitçe söylemek gerekirse, abkant pres, sac metalin bükülmesini ve şekillendirilmesini tamamlamak için kullanılan bir ekipman parçasıdır. Bir abkant büküm makinesi tipik olarak dar ve uzundur, böylece büyük sac parçaları tarafından bükülebilir. Abkant büküm makinesi, bir kalıbın üzerine yerleştirilmiş sac metal üzerine pres uygulayarak sac metali büker. Metal, istenen biçim elde edilene kadar birkaç kez bükülebilir.
Birçok metal türünün faydalarından biri, nispeten sünek olmalarıdır; süneklik, metallerin kırılmadan önce bükülmesini sağlar. Bu süneklik, bunların belirli bir şekil ve boyutta oluşturulmalarını sağlar. Bu, metalleri çok yönlü hale getirir, çünkü çoğu zaman düz sac parçalarının faydalı olması için şekillerinin değiştirilmesi gerekir. Bunu yapmak için birçok şekillendirme ekipmanı kullanılabilir, ancak en yaygın olanlardan biri abkant bükümdür.
Abkant CNC Büküm Nedir?
Abkant CNC bükümü, abkant preslerinin bilgisayar kontrollü (CNC) bir sistem kullanarak otomatik olarak çalıştığı bir büküm yöntemidir. Bu yöntem, abkant bükümü işleminin otomasyonu ve doğruluğu için tasarlanmıştır.
Abkant CNC bükümü, öncelikle CAD (bilgisayar destekli tasarım) veya CAM (bilgisayar destekli imalat) yazılımları kullanılarak tasarlanan parçaların büküm işleminin programlanmasıyla başlar. Büküm işlemi için gerekli olan bütün parametreler, örneğin açı, bükülme yarıçapı, büküm sırası vb. belirlenir. Bu programlar daha sonra CNC kontrol ünitesine yüklenir.
Abkant CNC bükümü işlemi, programlanan büküm işlemini otomatik olarak gerçekleştirir. CNC kontrol ünitesi, büküm açısını, bükülme yarıçapını ve büküm sırasını kontrol eder. Bu sayede, büküm işlemi çok hassas bir şekilde gerçekleştirilir ve insan hatasından kaynaklanan hatalar minimize edilir. Ayrıca, bu yöntem sayesinde büyük üretim hacimleri çok daha kısa sürede gerçekleştirilebilir.
Abkant CNC bükümü, endüstride yaygın olarak kullanılan bir yöntemdir ve birçok avantajı vardır. Bu yöntem, yüksek hassasiyet, tekrarlanabilirlik, hızlı üretim ve minimum insan hatası gibi özellikler sunar.
Yaygın Abkant Büküm Uygulamaları

Otomotiv panelleri
Gövdeler
Metal sanat eseri
Mobilya
Metal kaplar
Diğer birçok sac metal şekillendirme uygulaması
Abkant Bükümün Faydaları
Azaltılmış Malzeme İsrafı: İstenilen öğeleri eğmek için çok fazla malzeme kullanmak zorunda olan diğer makinelerin aksine, abkant presler, daha az malzeme israfına yol açan üst düzey hassasiyet ve doğruluğu artırır.
Delme: Bir parçada sistematik bir sıra delik delmek için bir uygulamanız varsa, bir abkant pres, bu delikleri doğru ve tek bir vuruşta delmek için ayrı zımba setleri veya eksiksiz bir kalıp seti ile kolayca takılabilir. Abkant presler, zımbalama uygulamaları için genel bükme tonajlarının %70'ine kadarını kullanabilir ve zımba yüksekliklerini dengelemek, orijinal olarak düşünüldüğünden daha fazla zımba elde etmenizi sağlar
Kıvırma: Hemen hemen her imalat atölyesinde yapılması gereken işlemlerden biri kenar kıvırma işlemidir. Kenar kıvırma, levhanın küçük bir kısmını katlayıp kendi üzerine kapatarak daha kalın, daha sert ve dayanıklı bir kenar oluştururken aynı zamanda daha güvenli malzeme kullanımı için yuvarlak bir kenar oluşturur. Kenar kıvırma, her türlü kutu, kapak ve panelin imalatında kullanılır ve üretim sürecinin önemli bir parçasıdır. İşlem, özel bir alet takımı veya basit bir düz kenar kıvırma kalıbı ile tamamlanabilir.
Karmaşık Şekillendirme: Abkant presler eşsiz bir esneklik sunmak için tasarlanmıştır. Bölünmüş zımba ve kalıp setleri, keskin takımlar ve gelişmiş kontroller ile birlikte bir abkant pres, karmaşık çok açılı parçaları kolaylıkla oluşturabilir.
Ürün Bükme: Bir CNC kontrolünü kullanmak, eylemleri tekrar tekrar tekrarlamak için bir abkant pres üzerinde en iyi yoldur. Bir üretim oluşturma süreci sunulduğunda, flanşlar benzer olsun veya açı ve uzunluk bakımından farklı olsun, operatör bir abkant pres ile kısa çalışma yapabilir.
Prototip Oluşturma: Abkant preslerin en büyük faydalarından biri, kurulum ve aletlerin oldukça basit olmasıdır, bu nedenle uygulamalar arasında geçiş yapmak oldukça basittir ve prototip yataklama ve şekillendirme uygulamaları basit bir süreç haline gelir. Bir parçayı kanıtlamanız veya abkant pres ile işlemeniz, parçaların pahalı veya karmaşık aletler veya zor kurulumlar olmadan tamamlanmasını sağlamada hayati bir araç olabilir.
Otomasyon: Modern abkant presler, üretkenliği artırmak, doğruluğu artırmak ve genel işçilik maliyetlerini azaltmak için otomatikleştirilebilir. Üreticiler, piyasaya sürülen abkant preslerin otomasyonu kolaylaştırmak için çeşitli özel veri portlarına ve diğer yenilikçi aksesuarlara sahip olduğunu bilmekten memnun olacaklardır. Operatörün daha ağır parçaları kaldırmasına yardımcı olmak için malzeme taşıma robotları ve hatta sac takipçileri eklemek üretkenliği artırabilir ve her bükümde aynı sonucun elde edilmesini sağlayabilir.
Esneklik: Abkant presler çok çeşitli malzemeleri ve kalınlıkları bükebilir. Doğru takımlar kullanıldığında, bir makine her şeyi bükebilir ve bunu her seferinde doğru bir şekilde yapabilir.
İş Maliyet Analizi: Yeni CNC kontrollü abkant preslerin çoğu, kontrolörleri içinde geniş bir bilgi zenginliği sunar. Programlama basit ve anlaşılır olduğu için, bir atölye sahibi veya ustabaşı için bir işi programlamak ve bu bükümün tam 2D ve hatta 3D simülasyonunu çalıştırmak, kontrol ile döngü süresi ve malzeme boş boyutları hakkında kesin bilgi sağlamak kolaydır.
Abkant Büküm Bıçakları Nelerdir?
Abkant bükümü yapmak için kullanılan bıçaklar, presin alt çenesinde yer alır ve malzemeyi kalıba göre bükülür. Abkant büküm bıçakları, malzemenin kalınlığına, sertliğine, bükülme açısına ve diğer faktörlere bağlı olarak değişir. Burada, abkant bükümü için kullanılan bazı bıçak türlerini ve özelliklerini açıklıyoruz:
Kesme Bıçağı: Malzemeyi presleme işleminden önce kesmek için kullanılan bıçaklardır. Malzemenin kalınlığına ve sertliğine göre çeşitli kesme bıçakları kullanılabilir.
Kırma Bıçağı: Malzemenin kıvrılmasına yardımcı olan bıçaklardır. Çoğunlukla 90 derecelik bükümler için kullanılır.
V Bıçağı: Malzeme üzerinde V şeklinde bir iz bırakan bıçaklardır. Bu bıçaklar, malzeme üzerinde yuvarlak köşeler oluşturmak için kullanılır.
U Bıçağı: Malzeme üzerinde U şeklinde bir iz bırakan bıçaklardır. Bu bıçaklar, malzeme üzerinde daha keskin köşeler oluşturmak için kullanılır.
Radius Bıçağı: Bu bıçaklar, malzeme üzerinde bir yarıçap oluşturmak için kullanılır. Çoğunlukla, malzemenin kenarlarına daha yumuşak bir şekil vermek için kullanılırlar.
Abkant büküm bıçakları, malzemenin doğru şekilde işlenmesi ve istenen sonucun elde edilmesi için önemlidir. Malzemenin özelliklerine ve işleme gereksinimlerine göre doğru bıçaklar seçilmelidir.
Abkant Büküm Makinesi Nedir?
Abkant pres, sac metalin bükülmesini ve şekillendirilmesini tamamlamak için kullanılan bir ekipman parçasıdır. Farklı sınıflandırma yöntemleri benimsenirse, elde edilecek abkant pres makineleri türleri de farklı olur, ancak en yaygın kullanılan abkant presler, aşağı hareket eden hidrolik abkant presler ve CNC abkantlardır.
Bükme Kuvveti Kaynağına Göre Sınıflandırma
Bükme kuvvetinin kaynağına göre, abkant pres şu şekilde ayrılır:
Mekanik Abkant Pres: Mekanik abkant pres için, ramın dikey hareketi, volan tarafından desteklenen bir krank mekanizması tarafından tahrik edilir.
Pnömatik Abkant Pres: Pnömatik abkant presi, ramı hareket ettirmek için hava basıncını kullanır.
Hidrolik Abkant Pres: Hidrolik abkant pres, ramı hareket ettirmek için iki senkronize hidrolik silindiri kullanır.
Servo-elektrikli Abkant Pres: Servo-elektrikli pres, ramı dikey olarak hareket ettirmek için kuvvet uygulamak üzere bir bilyalı vida veya kayış tahrikini sürmek için bir servo motor kullanır.
1950'lere kadar mekanik abkanlar dünya pazarına hakimdi. Hidrolik ve bilgisayar kontrollerinin gelişmesiyle birlikte, hidrolik presler tüm dünyada en popüler hale geldi.
Operasyona Göre Sınıflandırma
Başka bir bakış açısından, abkant pres şu şekilde ayrılabilir:
Manuel Abkant Pres
Hidrolik Abkant Pres
CNC Abkant Pres
Manuel Abkant Pres
Sac abkant olarak da adlandırılan çeşitli abkant presler arasında en yaygın tiptir. Kullanıldığında bükme boyutlarını ve açılarını manuel olarak ayarlamak için manuel abkant presler gereklidir. Çalışma masası, destekçiler ve sıkıştırma plakası içerir. Çalışma masası, bir taban ve bir baskı plakasından oluşan desteklerin üzerine monte edilir. Manuel abkant presler, operasyonda diğer abkant tiplerine göre çok daha karmaşıktır, bu nedenle büküm boyutu ve büküm açıları onaylandıktan sonra seri üretim yapılması gerekir. Bir seri seri üretim bittiğinde, sürekli üretim için bükme boyutunu ve bükme açılarını ayarlar.
Hidrolik Abkant Pres
Senkronizasyona göre sınıflandırılan hidrolik pres şu şekilde ayrılabilir:
Burulma Senkronize Abkant Pres
Elektro-Hidrolik Senkro Abkant Pres
Hibrit Abkant Pres
Harekete göre sınıflandırılan hidrolik abkant pres aşağıdakilere ayrılabilir:
Yukarı Hareketli Abkant Pres
Aşağı Hareketli Abkant Pres
CNC Abkant Pres
Yüksek hassasiyet ve verimliliğe sahip bir tür sac işleme ekipmanı olan elektro-hidrolik servo abkant pres. Aşağıdaki parçalardan oluşur.
Makine çerçevesi
Ram (kaydırıcı)
Tezgah
Yağ silindiri
Hidrolik oransal servo sistemi
Konum algılama sistemi
CNC kontrolörü
Elektrik kontrol sistemi
CNC pres, ram darbesini ve arka dayamayı kontrol ederek bükme işlevini gerçekleştirir.
Bir CNC abkant pres kullanırken, sadece bükme için gereken parça sayısını ve her adım için bükme açısını girmeniz yeterlidir, CNC abkant, kontrol cihazında ayarladığınız adımlara göre bükmeyi bitirecektir.
Gelişmiş CNC abkant pres, esas olarak kapalı döngü kontrolü oluşturmak için hidro-elektrik servo sistemi ve ızgara cetveli kullanır.
Yüksek kontrol doğruluğunun yanı sıra bükme doğruluğu ve yeniden konumlandırma doğruluğuna sahiptir.
Bilim ve teknolojinin ilerlemesiyle, yükseltmeyi tamamlamak için elektro-hidrolik servo senkronizasyon teknolojisi benimsenmiştir. Esas olarak aşağıdaki avantajlara sahiptir:
İki silindirli senkronizasyonu kontrol etmek için elektro-hidrolik servo sistemi kullanan CNC pres freni. Uluslararası standart cetveli ile tam kapalı döngü kontrolünü gerçekleştirir. Yüksek hassasiyetli senkronizasyon, yüksek bükme doğruluğu, yüksek tekrar konumlandırma hassasiyetine sahiptir.
Üst kalıp için bir hidrolik otomatik kelepçe veya hızlı kelepçe ve müşterinin emek yoğunluğunu azaltmak ve üretim verimliliğini artırmak için ihtiyacına göre soket alt kalıbı ile donatılmıştır.
CNC abkant preslerin arka dayamaları 6 eksene kadar uzatılabilir. Taçlama, uygun ve doğru olan kontrolör tarafından otomatik olarak ayarlanır.
Farklı uzunluklarda olan ayrılmış üst kalıp, fabrikasyonun özel ihtiyaçlarını karşılamak için iş parçasının gereksinimlerine göre belirli bir genişliğe monte edilebilir.
Otomatik silindir taçlandırma sistemi, son ürünlerin iyi düzlüğünü ve bükülme açısını sağlamak için, ram deformasyonunun neden olduğu iş parçası kalitesi üzerindeki etkinin üstesinden gelir.
Abkant Büküm Açıları Nelerdir?
Abkant bükümü sırasında, malzeme çoğunlukla bir açıya bükülür. Bu açı, malzemenin kalınlığına, cinsi ve büküm işlemi için kullanılan aletlere göre değişebilir. Ancak, genellikle kullanılan bazı standart açılar vardır. Bu açılar şunlardır:
90 Derece Açı: Malzemenin 90 derecelik bir açıyla bükülmesi en sık kullanılan abkant büküm açısıdır.
45 Derece Açı: Bu açıda, malzeme yarıya yakın bir açıyla bükülür.
30 Derece Açı: Malzeme, 30 derecelik bir açıyla büküldüğünde, daha yuvarlak bir kenar oluşturmak için kullanılabilir.
60 Serece Açı: Malzemenin 60 derecelik bir açıyla bükülmesi, 30 derece açıya benzer şekilde, daha yuvarlak bir kenar oluşturmak için kullanılabilir.
Özel Açılar: Bazı durumlarda, özel açılar kullanılarak büküm işlemi gerçekleştirilir. Bu, malzemenin belirli bir şekilde şekillendirilmesi gerektiğinde veya özel bir tasarım gerektirdiğinde sıklıkla yapılır.
Abkant bükümü sırasında kullanılan açılar, malzemenin işlenmesinde önemli bir rol oynar ve son ürünün kalitesini etkiler.
Abkant Sac Bükme
Abkant bükme, abkant pres makinesinin üst kalıbının veya alt kalıbının basıncı altında metal levhanın elastik deformasyonunu ve daha sonra plastik deformasyonu ifade eder. Plastik bükmenin başlangıcında, levha bükülmekte serbesttir.
Üst kalıbın veya alt kalıbın plaka üzerindeki basıncı ile plaka kademeli olarak alt kalıbın V-oluğunun iç yüzeyine yaklaşır.
Aynı zamanda, eğrilik yarıçapı ve bükme kuvveti kolu da kademeli olarak azalır ve darbe sonunda üst ve alt kalıplar tam temasa yakın üç noktaya sahip olana kadar baskıya devam eder. Bu sırada, genellikle bükme olarak bilinen bir V şekli tamamlanır.
Genel olarak konuşursak, plakaya baskı uygulayarak plakanın veya plaka açısının değiştirilmesi işleme teknolojisidir.
Yaygın Abkant Sac Bükme Yöntemleri
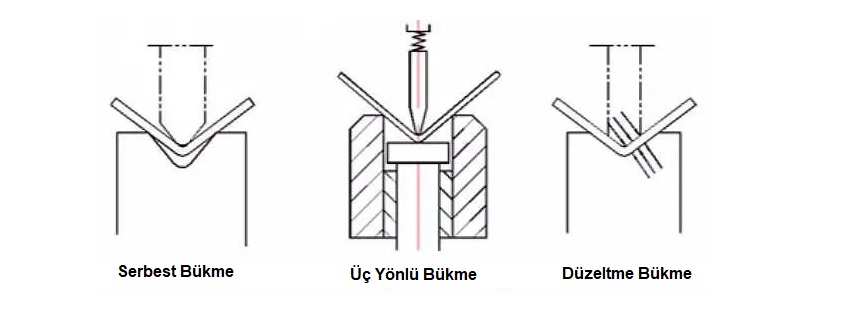
Serbest Bükme
Üç Yönlü Bükme
Düzeltme Bükme
Serbest Abkant Sac Bükme: Havalı büküm olarak da bilinen serbest büküm diğer yöntemlere göre daha basittir. Bükme açısı, üst kalıbın alt kalıbın V-oluğuna derinliği ile kontrol edilir. Büküm parçalarının doğruluğu Y1, Y2 ve V ekseni üst ve alt kalıp ve plakalar gibi birçok faktöre bağlıdır. Ancak, iyi evrenselliği ve geniş işlem aralığı nedeniyle yaygın olarak kullanılmaktadır. Basit yapıya sahip, büyük hacimli veya çok büyük çıktısı olmayan yapılar için kullanılır.
Üç Yönlü Bükme: Kalıp bükme (dipleme) olarak da bilinir. Elde edilen bükme açısı, alt kalıptaki kama yüksekliği ile belirlenir. Üst kalıp sadece yeterli bükme kuvveti sağlar ve ram üzerindeki hidrolik ped sayesinde kalıplar arasındaki paralellik olmamasını önler. Bu yöntem, yüksek hassasiyette işlenmiş parçalar, yani küçük açı hatası ve düzlük hatası elde edebilir. Karmaşık yapılara, küçük hacimli ve toplu işlemeye sahip yapılar için kullanılır.
Düzeltme Bükme: Alt ve üst kalıplardan oluşan boşlukta düzeltme bükümü oluşturulur ve ideal kesit şekli elde edilir. Dezavantajı, büyük bir bükme kuvvetinin gerekli olması ve kalıbın tekrar tekrar onarılması ve kalıbın evrenselliğinin iyi olmamasıdır. Bu bükme yöntemi genellikle özel gereksinimler veya serbest bükme ile elde edilemeyen özel kesit şekilleri olduğunda kullanılır.
 Abkant Bükme Ekseni Nasıl Seçilir
Abkant Bükme Ekseni Nasıl Seçilir
Y1 ve Y2 ekseni: Ramın yukarı ve aşağı çalışmasını kontrol eder.
V ekseni: Presin sapma telafisini kontrol eder.
X, R, Z1, Z2 ve X' eksenleri: Arka durdurmanın konumlandırma konumunu kontrol eden arka konumlandırma sisteminin kontrol eksenidir.
T1 ve T2 eksenleri: Servo takip malzemesi desteği (sac takipçisi). Bükme sırasında işlenen plaka desteği takip eder ve sac takipçileri malzemeyi destekler.
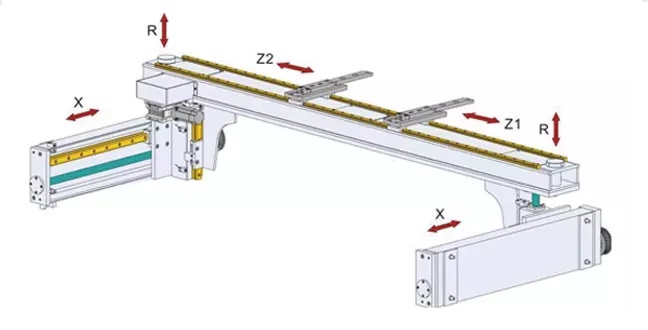
Yukarıdaki eksenler arasında, her bir abkant pres makinesi için Y1, Y2 ve V gereklidir;
Arka durdurma ve servo takip malzeme desteğinin her ekseni için, kullanıcılar işlenen parçaların ihtiyaçlarına göre seçim yapabilir.
Arka stop için X' ekseninin ayrı ayrı seçilemeyeceği ve pratik öneme sahip olması için Z1 ve Z2 ekseni ile birlikte kullanılması gerektiği unutulmamalıdır.
V ekseni, sapma telafi eksenidir. Şu anda, iki uygulama yöntemi vardır:
Biri konum kontrolüdür, yani bükme sırasında çalışma masasının sapma deformasyon eğrisine göre, karşılık gelen noktalarında eşit miktarda ters deformasyon verilir, bu sadece bükme sırasında makinenin elastik sapma deformasyonunu telafi eder;
Diğeri basınç kontrolüdür, yani, eğilme deformasyonunu önlemek için tezgahın dikey plakasının birden fazla noktasında bükme kuvvetine karşı bir tepki kuvveti oluşturacak şekilde çoklu sapma dengeleme silindirlerinin basıncını bükme kuvvetine göre ayarlamaktır.
İlk yöntemin daha iyi olduğu ve gerçek sapma deformasyon eğrisi ile tutarlı olduğunda daha yüksek eğilme doğruluğu elde edebildiği görülebilir.
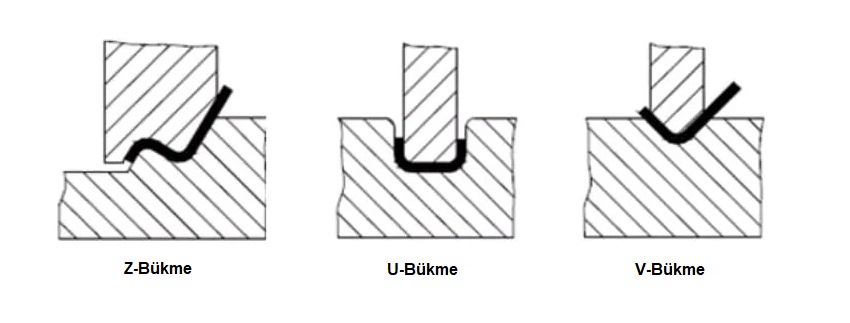
En Sık Kullanılan Üç Abkant Sac Bükme Yöntemi
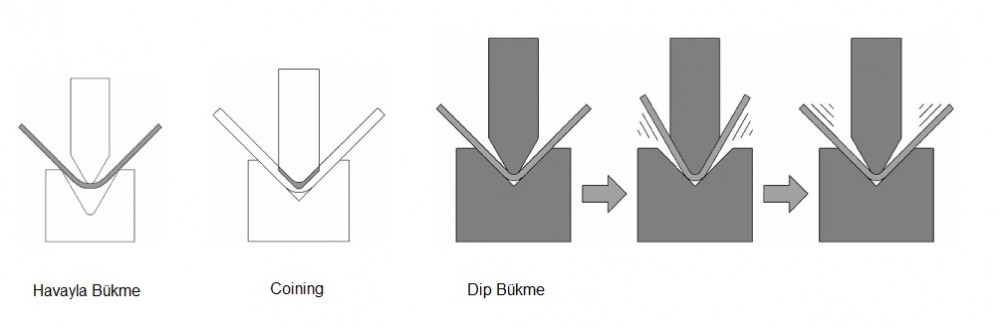 Havayla Bükme
Havayla Bükme
Havayla bükme, malzemenin yalnızca bir kısmının bükme aletleriyle temas halinde olduğu anlamına gelir.
Yukarıdaki görüntüden, takımların bükme işlemi sırasında (zımba ucu ve kalıp omuzları) metalin yalnızca A, B ve C noktalarına dokunduğunu görebiliriz.
Yukarıdaki nedenden dolayı, takımların gerçek açısı önemsiz hale gelir. Bükme açısını belirleyen faktör, zımbanın kalıba ne kadar indiğidir. Zımba ne kadar aşağı inerse, bükülme açısı o kadar keskin olur.
Bu nedenle, darbenin derinliği (takım değil) bükme açısını belirlediğinden, imalatçı yalnızca bir takım takımla çok çeşitli bükme açıları elde edebilir.
Ayrıca, havalı bükmede belirli bir geri yaylanma olacaktır, bu nedenle istenen bükme açısını elde etmek için biraz daha dar bir açıyla bükmeniz gerekir.
Hava bükmenin özellikleri:
Bir takım takım ile geniş bükme açısı. Açı, zımba ucu açısından daha küçük olamaz. 30° zımba kullanılıyorsa, 180°-30° bükme açısı elde edilebilir.
Bükme daha az baskı kuvvetine ihtiyaç duyar.
Bükme açısı yüksek doğrulukta değildir.
Malzemenin daha fazla geri yayı vardır.
Dip Bükme
Dip bükme ya da dipleme, malzemenin zımba ucu ve V-açıklığının yan duvarları ile temas etmesi için zımbanın kalıbın dibine ineceği anlamına gelir.
Dipleme, daha az basınçla iyi bir büküm hassasiyeti elde etme yöntemidir ve aynı zamanda yaygın olarak kullanılan bir büküm yöntemidir.
Dip Bükmede Takım Hassasiyeti
Dip bükümden sonraki açı geri yaydan etkilenecektir, bu nedenle alt büküm seçerken geri büküm yayı dikkate alınacaktır.
Hedef açıyı elde etmek için genel çözüm aşırı bükmedir.
Küçük yaylı malzeme, şekil ve kalınlık – 90° takım
Büyük yaylı malzeme, şekil ve kalınlık – 88° takım
Daha büyük yaylı malzeme, şekil ve kalınlık – 84° takım
Alttan büküm yapılırken hem zımbalar hem de kalıplar için aynı açının kullanılması ilkesine uyulmalıdır.
Coining
“Coining” terimi, madeni paranın damgalama yönteminden türetilmiştir, bu da çok yüksek doğruluk elde etmek anlamına gelir. Coining işlemi için, sac metali zımba ve kalıbın tam açısına uydurmak için yeterli tonajlı pres kullanılır.
Coining işleminde, sac sadece bükülmez, aslında zımba ve kalıp arasındaki sıkıştırma ile kalaylanır.
Coining sadece yüksek doğruluk sağlamakla kalmaz, aynı zamanda iş parçasının çok küçük IR'sini de içerir.
Basma için gereken tonaj, dip bükmeye göre 5-8 kat daha fazladır.
V-Açıklık Genişliği
Basma için gereken V-açıklık genişliği, alt bükmeden daha küçüktür, genellikle sac metalin kalınlığının 5 katıdır.
Bu, esas olarak, zımba ucu tarafından iş parçasının IR konumuna damgalanmasını azaltmak için iş parçasının IR'sini azaltmak amacıyladır.
V-açıklığının alanını azaltmak daha yüksek yüzey basıncı elde edebilir.
Basınç Sınırı
Bükme basıncı çok büyük olduğundan, SPCC'nin kalınlığı 2 mm'yi geçmemeli ve SUS'un kalınlığı 1,5 mm'yi geçmemelidir.
Bunun nedeni, 2mm SPCC malzemesinin, 1000KN takım izin verilen basıncını aşan bükme için 1100KN basınca ihtiyaç duymasıdır.
Abkant Büküm Fiyatları
Abkant büküm fiyatları, işlenecek malzemenin özellikleri, işleme süresi ve uygulanacak bükme işlemine göre değişkenlik göstermektedir. Abkant büküm hizmetlerimiz hakkında detylı bilgi ve fiyat teklifi almak için,
0262 502 30 34 numaralı telefondan, WhatsApp hattımızdan veya
iletişim sayfamızdaki diğer seçeneklerden bize ulaşabilirsiniz. Müşteri temsilcilerimiz, talebinize en kısa sürede yanıt verecek ve size en uygun çözümü sunacaktır.




